淮安凯悦科技开发有限公司总工程师说道:干法涂层常见的问题有:表皮上发生针孔、卡纸、表面产生刮线、色条色差、手感不对,折痕太大、“鱼眼”、“橘子皮”、垫伤或涂布点、预剥离和纸革粘连等。
造成表面上发生针孔的原因有:面层黏度过高、涂层过厚、*烘箱温度过高、面层烘干时间短、配好的料中气泡过多、涂层槽内有空气加入等。浆料在烘干时的情况如下图所示。由于离型纸厚度远大于浆料,所以在加热的热量到达之前就已经形成了这种结构。
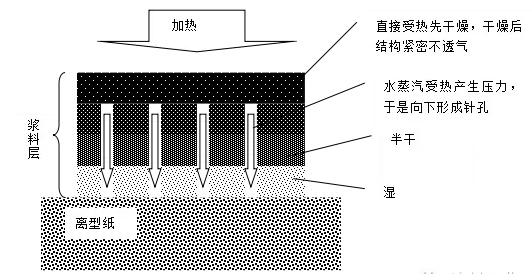
当面层黏度过高时,烘干时所产生的水蒸汽不易从涂层中跑出,从而产生小气包,造成针孔。降低面层混合液黏度可解决这种原因所产生的针孔。涂层过厚水蒸汽也不易排出,同样会造成针孔。遇到这种问题时应降低涂层厚度。如果*烘箱的温度过高,会瞬间产生大量的水蒸汽,而这些水蒸汽又不能被有效地排出,就会造成针孔。所以*烘箱的温度不能过高。当面层烘干时间短,面层未完全烘干时,第二层的浆料会影响面层水蒸汽的排出,也会造成针孔。这要求面层浆料要完全烘干后才能上第二层。配好的料中气泡较多也是表面产生针孔的原因之一,配好的浆料需要静置脱泡后在使用。涂层槽内有空气加入也会产生表面针孔,这时需要涂层加挡板,把料加满料槽。
造成卡纸的原因有:间隙太小、纸上有残留物、纸接头太厚或胶带打卷、操作不当、一涂刮刀边缘被二涂遮盖料皮积累卡纸、纸背面有胶带等杂物等。
当涂刀间隙过小时,刀可能会与离型纸发生接触从而卡纸。所以要按照标准工艺间隙进行操作。纸上有残留杂物会夹在纸与刀之间,造成卡纸。这种情况检纸员应提前清除纸上的杂物。如果纸接头太厚或胶带打卷同样会造成卡纸。所以纸接头一定要平直,胶带要粘紧压平。当纸背面有胶带等杂物也会发生卡纸,在使用前检纸除检表面外,还要注意背面。如果一涂刮刀边缘被二涂遮盖料皮积累卡纸,应用二涂料盖住一涂料,随时用塞尺处理清除边缘料皮。操作不当也是造成卡纸的原因之一,所以按操作规程操作是必须的。
造成表面产生刮线的原因有:刮刀刀刃有缺陷、料内有杂物,过滤桶不干净、刮刀等涂台设备不干净,使用工具不干净、过滤网使用不当,目数不对、人为不小心掉入杂物等。
刮刀的刀刃有缺陷会导致上料不均,局部料过多或过少,产生刮线。出现这种情况应修理或更换刮刀。如果料内有杂物,过滤桶不干净,这些杂物就会卡在涂刀间隙中影响上料造成刮线。所以应加强过滤,清洗干净的桶才能使用。同样刮刀等涂台设备不干净,使用工具不干净也会造成刮线,应搞好设备卫生,必要工具要清洗干净。如果过滤网使用不当,目数不对,料中的大块颗粒有可能会卡在涂刀间隙间,从而造成刮线。所以过滤时要明确过滤网的使用范围,注意目数。当然,人为不小心掉入杂物也是造成刮线的原因之一。这种情况应加强责任,一有拖线马上用小于涂布间隙的塞尺处理。
造成色条色差的原因有:色浆色料等原料质量问题、涂布量变化或车速不稳、料槽料位太低,没搅料、色料与树脂相容性不好、对色不严不勤、配料色差、料分层等。
若是由于色片或色料等原料质量问题引起的色条色差,就要严格把关材料。涂布量变化或车速不稳会造成涂层厚薄不均,从而产生色差。所以涂布间隙和车速一定要稳定。料槽料位太低,没搅料会导致浆料不匀产生色条色差。制革过程中保持一定料位,涂台人员不停搅料是十分必要的。有时色料的质量没有问题,但与所用的树脂相容性不好会引起色条。选用相匹配的色料或树脂是十分必要的。如果料分层引起的色条色差就要注意黏度调节,加强搅拌上料。若是人为的对色不严不勤,配料色差而造成的色条色差,就要工艺员和班长加强责任,严格把关。
造成手感不对,折痕太大的原因有:树脂模量不对、涂料太厚、贴合太湿、贴合压力不对等。
模量是衡量树脂手感的重要指标之一,模量不对做成的革手感也会不一样。所以要选用适当的树脂模量。当模量过高时成革的硬度大,容易产生折痕。这时应降低树脂模量。如果涂料太厚,做成的革就容易受挤压产生折痕。遇到这种情况应降低涂布量。若贴合太湿,大量的浆料会渗入基材,造成成革太硬,易产生折痕。这种情况应调整贴合干湿度。如果贴合压力过大,同样会使大量浆料渗入基材,造成手感偏硬。
“鱼眼”是小小的圆形区域,在这个区域内没有涂层剂,“橘子皮”是涂层膜表面有轻微的波纹,这两种弊病的原因是涂层剂没能润湿离型纸,解决方法是添加流平助剂或降低黏度,降低表面张力,提高润湿性。若离型纸的表面或料中有油性疏水物,也会造成“鱼眼”、“橘子皮”。在配料时要选择不含疏水物质的助剂,不要用接触过油性疏水物质的配料桶。在离型纸的选择上不要用做过PVC的离型纸。总之,在配料和离型纸的选择上要严格把关。
亮点或涂布点的原因是纸背面有杂物或涂布辊上有杂物。这些杂物会影响涂层的均匀性,从而产生垫伤或涂布点。所以检纸时要清除背面杂物,上料前要清除涂布辊上的杂物。
这二种弊病都是涂层剂与离型纸的配伍性不好引起的。涂层剂与纸粘附力太小引起预剥离,即在粘结层涂层剂叠合底布(皮)烘干过程中面层膜已和纸脱开,纠正办法是在面层中混拼一些粘性涂层剂。涂层剂与纸粘附力太大,在剥离时会造成纸表面的剥离树脂脱落或把纸撕破拉断,解决方法是在面层涂层剂中加助剥离和防粘助剂,并选择与离型纸配伍较好的涂层剂。
总之,干法涂层生产过程是一种比较复杂的物理和化学变化过程,实际生产中出现的问题也千变万化,处理问题时,必须先找出原因才能确定解决方法和措施,得到品质合格的产品
在水性合成革干法生产中,经常会碰到贴合方面的问题,尤其是贴合不牢的现象,这在合成革制造中*为头痛的问题之一。
贴合不牢一般有以下几个方面原因:①树脂选择不当。一般选用的树脂太软会更多的引起贴合不牢;②贴合料上浆量大小或离型纸伤残严重造成局部上浆缺失导致贴合不牢;③树脂上机后干湿态把握不妥,造成粘结层树脂太干,没有粘接性而导致贴合不牢;④贴合后压辊压得太松导致贴合不牢;⑤基布已处理过防粘剂或泼水剂等材料导致不能粘接贴合。
另外,水性树脂粘合剂必须充分烘干能有粘接力,否则遇水会脱胶。尤其是贝斯贴面对同样条件下车速较油性树脂要慢一半以上,否则由于贴合层树脂没烘干,合成革经水揉后会出现底面分离现象。
用水性树脂作贴合层,尤其是贴合轻柔的合成革,会出现手感太硬现象。出现这类现象一般来自于二个方面的原因:一是树脂选择太硬;二是渗胶严重导致板结现象。一方面底胶树脂粘稠度太稀会造成渗胶,另一方面压合太高也会造成渗胶或板结,必须区别分析综合对待。
本文节选自《2015年水性聚氨酯培训班教材》。